Трендові товари
Незабаром запаси закінчаться
Не пропустіть цю можливість, поки запаси не закінчилися.






Майже закінчились SALE
Незабаром запаси закінчаться
Не пропустіть цю можливість, поки запаси не закінчилися.




Фільтр
Показано 129–144 із 297Sorted by latest
Фільтр:
Показати:

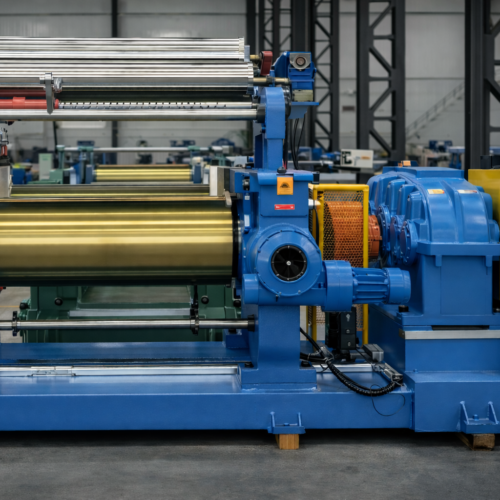
Електроерозійний верстат.
Лінійний вал двигуна
Швидке сервокерування, підвищення чутливості в управлінні розрядним зазором. Підвищення швидкості різання до 8~10%
1/1000 Процес сигналу високої роздільної здатності
Висока роздільна здатність у лінійному масштабі, досягнення більш плавного керування швидкістю та підвищення стабільності керування положенням, найкраще відповідає точності контурів.
Стабільна розвантажувальна плата (SD-Master)

Електроерозійний верстат. Двигун з лінійним валом
Швидке сервоуправління, підвищення чутливості в управлінні розрядним зазором. Підвищення швидкості різання до 8~10%
1/1000 Процес сигналу високої роздільної здатності
Висока роздільна здатність у лінійному масштабі, досягнення більш плавного керування швидкістю та підвищення стабільності керування положенням, найкраще відповідає точності контурів.

Електроерозійний верстат. Двигун з лінійним валом
Швидке сервоуправління, підвищення чутливості в управлінні розрядним зазором. Підвищення швидкості різання до 8~10%
1/1000 Процес сигналу високої роздільної здатності
Висока роздільна здатність у лінійному масштабі, досягнення більш плавного керування швидкістю та підвищення стабільності керування положенням, найкраще відповідає точності контурів.

Електроерозійний верстат. Висока роздільна здатність у лінійному масштабі, досягнення більш плавного керування швидкістю та підвищення стабільності керування положенням, найкраще відповідає точності контурів. Стабільна розвантажувальна плата (SD-Master). Нерівномірна товщина.
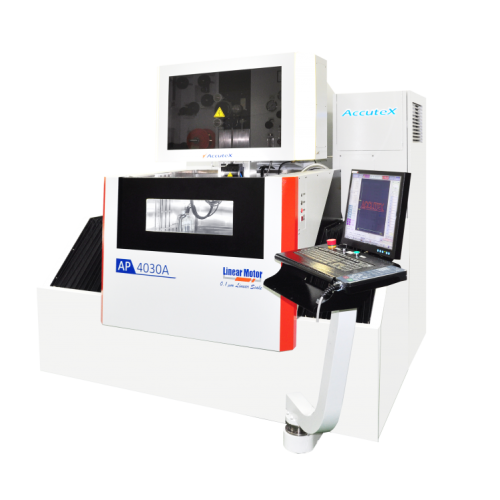
Електроерозійний верстат. Лиття серії AP має складену конструкцію столу за допомогою переміщення колони осі Y. Центр ваги
завжди розташований між 2 лінійними напрямними столу осі Х. Осі X і Y незалежні
без помилки накопичення для меншої деформації за FEA (аналіз кінцевих елементів). Покращена
максимальна вага навантаження становить до 1000 кг. Бі-відтворюваність становить менше 2,5 мкм після 5-кратного лазерного калібрування.
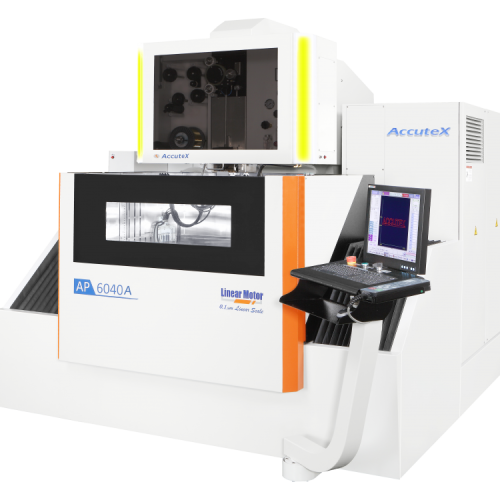
Електроерозійний верстат. Машина AccuteX підтримує індустрію 4.0, яка має протокол M2M (машина-машина) для співпраці з роботами та іншими машинами. Гнучке виробництво в режимі реального часу може здійснюватися за допомогою інтелектуальної системи інтеграції виробництва, щоб задовольнити потреби повної автоматизації.

Електроерозійний верстат. Високошвидкісний метод розряду EF (без електролізу) мінімізує ймовірність розтріскування деталі або проблем із електролізом. Це також збільшує підйом прес-форми та заощаджує споживання латунного дроту. Завдяки використанню потужності EF (без електролізу) від грубого до тонкого різання, яке може досягти середньої напруги проміжку до нуля, під час потужності розряду без електролізу катіон не переміститься до катод, а також зменшення вивільнених елементів, таких як залізо, вуглець, кобальт, молібден, щоб спричинити розм’якшення поверхні та скоротити життєвий цикл прес-форм; це збільшить життєвий цикл у 5 або 6 разів у порівнянні з традиційним різанням із різанням без електролізу для виготовлення прес-форм
Електроерозійний верстат. Високошвидкісний метод розряду EF (без електролізу) мінімізує ймовірність розтріскування деталі або проблем із електролізом. Це також збільшує підйом прес-форми та заощаджує споживання латунного дроту. Завдяки використанню потужності EF (без електролізу) від грубого до тонкого різання, яке може досягти середньої напруги проміжку до нуля, під час потужності розряду без електролізу катіон не переміститься до катод, а також зменшення вивільнених елементів, таких як залізо, вуглець, кобальт, молібден, щоб спричинити розм’якшення поверхні та скоротити життєвий цикл прес-форм; це збільшить життєвий цикл у 5 або 6 разів у порівнянні з традиційним різанням із різанням без електролізу для виготовлення прес-форм

Електроерозійний верстат. Високошвидкісний метод розряду EF (без електролізу) мінімізує ймовірність розтріскування деталі або проблем із електролізом. Це також збільшує підйом прес-форми та заощаджує споживання латунного дроту. Завдяки використанню потужності EF (без електролізу) від грубого до тонкого різання, яке може досягти середньої напруги проміжку до нуля, під час потужності розряду без електролізу катіон не переміститься до катод, а також зменшення вивільнених елементів, таких як залізо, вуглець, кобальт, молібден, щоб спричинити розм’якшення поверхні та скоротити життєвий цикл прес-форм; це збільшить життєвий цикл у 5 або 6 разів у порівнянні з традиційним різанням із різанням без електролізу для виготовлення прес-форм

Електроерозійний верстат. Високошвидкісний метод розряду EF (без електролізу) мінімізує ймовірність розтріскування деталі або проблем із електролізом. Це також збільшує підйом прес-форми та заощаджує споживання латунного дроту. Завдяки використанню потужності EF (без електролізу) від грубого до тонкого різання, яке може досягти середньої напруги проміжку до нуля, під час потужності розряду без електролізу катіон не переміститься до катод, а також зменшення вивільнених елементів, таких як залізо, вуглець, кобальт, молібден, щоб спричинити розм’якшення поверхні та скоротити життєвий цикл прес-форм; це збільшить життєвий цикл у 5 або 6 разів у порівнянні з традиційним різанням із різанням без електролізу для виготовлення прес-форм

Електроерозійний верстат. Високошвидкісний метод розряду EF (без електролізу) мінімізує ймовірність розтріскування деталі або проблем із електролізом. Це також збільшує підйом прес-форми та заощаджує споживання латунного дроту. Завдяки використанню потужності EF (без електролізу) від грубого до тонкого різання, яке може досягти середньої напруги проміжку до нуля, під час потужності розряду без електролізу катіон не переміститься до катод, а також зменшення вивільнених елементів, таких як залізо, вуглець, кобальт, молібден, щоб спричинити розм’якшення поверхні та скоротити життєвий цикл прес-форм; це збільшить життєвий цикл у 5 або 6 разів у порівнянні з традиційним різанням із різанням без електролізу для виготовлення прес-форм.

Електроерозійний верстат. Високошвидкісний метод розряду EF (без електролізу) мінімізує ймовірність розтріскування деталі або проблем із електролізом. Це також збільшує підйом прес-форми та заощаджує споживання латунного дроту. Завдяки використанню потужності EF (без електролізу) від грубого до тонкого різання, яке може досягти середньої напруги проміжку до нуля, під час потужності розряду без електролізу катіон не переміститься до катод, а також зменшення вивільнених елементів, таких як залізо, вуглець, кобальт, молібден, щоб спричинити розм’якшення поверхні та скоротити життєвий цикл прес-форм; це збільшить життєвий цикл у 5 або 6 разів у порівнянні з традиційним різанням із різанням без електролізу для виготовлення прес-форм.

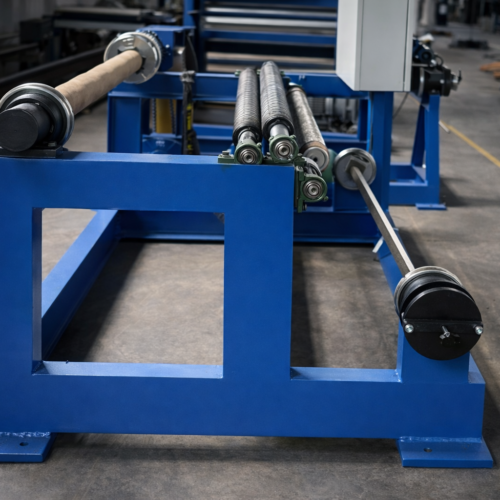
Електроерозійний верстат. Використовуеться кулькова гвинтова пара. Потім, за допомогою розрядного шляху, розплавте кінець дроту та набудьте форму кулі приблизно 0,8 мм. Його можна легко протягнути через напрямну. Крім того, при зустрічі з блоком кінець дроту не буде надто гострим, щоб скручуватися. Що стосується заготовки товщиною 300 мм, у неї можна протягувати дріт (вище 0,25 мм) безпосередньо від точки розриву. Навіть для дроту 0,1 мм він також може використовувати цей спосіб нарізки.

Електроерозійний верстат. Використовується кулькова гвинтова пара класу 32 C1 із процесом шліфування під нуль і суперфініш для максимальної плавності та мінімальної похибки кроку. Вбудований високочастотний серводвигун змінного струму та опція з лінійним масштабом встановлена на замкнутому контурі керування зворотним зв’язком. Оптична лінійка встановлена близько до кулькового гвинта, щоб мінімізувати нахил


Електроерозійний верстат. Використовується кулькова гвинтова пара з процесом шліфування під нуль і суперфініш для максимальної плавності та мінімальної похибки кроку. Вбудований високочастотний серводвигун змінного струму та опція з лінійним масштабом встановлена на замкнутому контурі керування зворотним зв’язком. Оптична лінійка встановлена близько до кулькового гвинта, щоб мінімізувати нахил.